H. Welding Process¶
1. Purpose¶
Ensure that welding at Seacoast is per the current release of AASHTO/AWS D1.5M/D1.5 Bridge Welding Code unless contract documents state otherwise.
2. Definitions¶
For readability, this section uses the following abbreviations.
- 2.1 CWI: As certified by the American Welding Society.
- 2.2 D1.5: The current version of AASHTO/AWS D1.5M/D1.5 Bridge Welding Code, a normative standard for Seacoast bridge fabrication.
- 2.3 EOR: Engineer of Record (Owner Representative for Design)
- 2.4 QCI: Seacoast Quality Control Inspector for Welds, authorized via a Letter of Authority (LOA) by the Quality Control Manager.
- 2.5 QCM: The Seacoast Quality Control Manual.
- 2.6 NDT: Testing methods used to evaluate properties of materials, components, or assemblies without causing damage. Synonymous with NDE.
- 2.7 PQR: Documentation of the welding variables and test results used to qualify a Welding Procedure Specification (WPS).
- 2.8 WPS: A document that defines the welding variables and techniques to be used for a specific weld joint, ensuring consistent and qualified welding processes.
3. References¶
The following references directly support Seacoast's Welding Process Section:
- 3.1 AASHTO/AWS D1.5M/D1.5 Bridge Welding Code
- 3.2 Selected ASTM Standards for Structural Steel Fabrication
- 3.3 ASNT's Recommended Practice No. SNT-TC-1A
- 3.4 AWS A2.4 Standard Symbols for Welding, Brazing and Nondestructive Examination
- 3.5 AWS A3.0 Standard Welding Terms and Definitions
- 3.6 Various sections of the Seacoast QCM support the documentation within this section.
- 3.7 Seacoast Training for Advanced Bridge (ABR) and Welding
4. Responsibilities¶
- 4.1 Owner of Process: The Shop Engineer, a CWI, is the owner of this section.
- 4.2 Quality Control Manager: Responsible for approving changes to and accuracy of this section.
- 4.3 Engineering Department: Review contract and design drawings and ensure shop drawings identify all welds, WPS, and NDT requirements and follow the Seacoast Detailing Standards (QCM-section E).
- 4.4 Shop Engineer (CWI): The assigned CWI will ensure that each welding operator is qualified to perform the welds as required by the contract documents and approved shop drawings.
- 4.5 QCI (Welds): Responsible for inspecting welds following D1.5 and the instructions in this section.
- 4.6 Shop Foreman: Ensure shop staff follows the instructions in this section and that shop staff is trained.
- 4.7 Welding Staff: Follow the procedures in this section.
5. Quality Records¶
Unless otherwise noted, all Quality Records follow the Seacoast "Policy for Maintenance of Quality Records" documented in the QCM Quality Control Plan Section A Article 9. Control of Quality Records, "Policy for Maintenance of Quality Records."
- 5.1 NDT/Weld Inspection Reports: Store NDT test reports and Weld Inspection forms on the shared server under the job \\si-server\Shared\Jobs[JOB] \Transmittals_RFI_RFM_Submittals\NDE Testing & Certification
- 5.2 WPS: Welding Procedure Specification stored electronically on the shared server \\si-server\Shared\Welding[Welding Process]
- 5.3 PQR: Procedure Qualification Record stored electronically on the shared server \\si-server\Shared\Welding\2 - PQR\Current PQR's
- 5.4 Welder (machine): Certificate of Welder Machine Maintenance kept physically in the calibration binder in the Shop Maintenance Office.
- 5.5 Welder (operator): Weld Operator Certifications and Welder Continuity Log (MOC1), stored electronically on the shared server \\si-server\Shared\Welding\Welders Certs
- 5.6 Shop Drawings Quality Control set: The QCI Drawing set is stored in the Shop Engineers' office for QCI (Weld) use during fabrication. After fabrication is complete and the job is retired, held in the Seacoast Reference Library and ultimately digitally stored under the job. \\si-server\Jobs\Old Jobs[JOB] Transmittals_RFI_RFM_Submittals Shop Released.
6. Documentation¶
6.1 Overview¶
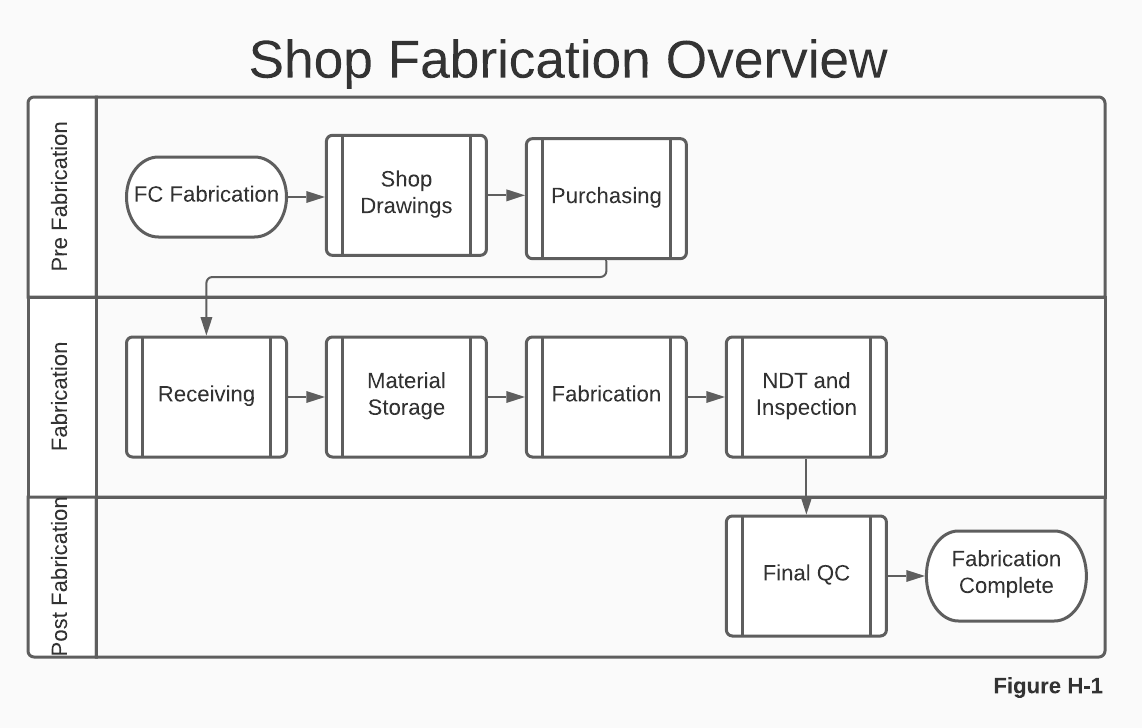
Figure H-1. Overview
At Seacoast, D1.5 is the normative standard for bridge welding. Documentation in this section supports D1.5 as the normative standard. If the documentation in this section conflicts with D1.5, then D1.5 takes precedent unless contract documents state otherwise.
If the drawings identify Fracture Critical Material, use this section and the Fracture Control Plan documented in QCM Fracture Control (Section T).
6.2 Pre Fabrication¶
6.2.1 Shop Drawings¶
The process of fabricating begins at the shop drawing stage, carries through the material purchasing stage, and affects all shop fabrication-related functions in the following manner;
Following the D1.5 ensures that Seacoast uses the appropriate materials and consumables and that welding processes adhere to D1.5 welding standards, including, but not limited to provisions for:
- Choice of welding processes per D1.5 Clause 1
- Design of Welded Connections per D1.5 Clause 4
- All WPS and PQR per D1.5 Clause 7, including preheat, interpass heat, and post-weld heat treatment per Clause 6.
- NDT and weld inspection of welds per Clause 8
Shop drawings follow the Seacoast standard documented in QCM Detailing (Section E).
6.2.2 Qualifications¶
Seacoast qualifies weld operators, welding equipment, and welds for the process, joint, and position.
- Welding Inspector: Welding and weld inspection will meet the requirements of D1.5 Clause 5, Clause 6 and Clause 8 respectively. The welding inspector will meet the lead QA and QC requirements: having a minimum of three years of experience in steel bridge fabrication. The lead inspector ensures the welding is per D1.5 FCP, the approved WPS, and any other contract document requirements.
- PQR & WPS: Seacoast develops a Procedure Qualification Record (PQR) and Welding Procedure Specifications (WPS) whenever the weld is not prequalified per AWS D1.5 for the process, joint, or position. The items specified include cleanliness, joint preparation, weld back-gouging, fillet weld size, and groove weld reinforcement. Prequalified welds will have a WPS developed for each process, joint and position required.
- Welder (Machine): Welding equipment is maintained per the procedures in QCM- Equipment Maintenance (Section C) and regularly calibrated per the procedures in QCM-Calibration – Tools Y Equipment (Section M) and the requirements of Article 6.28.
- Welder (Operator): Weld operators are certified per D1.5 for the process, joint, and position required for the work. Seacoast uses a unique welder ID to identify the welder and welds during fabrication. The Shop Engineer maintains a file for each welder organized by welder ID, including their original certifications. A welder continuity log (MOC1) is issued every six months for certified welders that perform the weld(s) by position(s) and process (es) within six months.
6.2.3 Purchasing Welding Consumables¶
Seacoast-approved WPS includes consumable information like filler metal AWS Specification, Classification, and a Manufacturer Trade Name. Welding consumables are purchased per the WPS documented on the shop drawings or directed by a competent person. Order consumables that meet the manufacturer's requirements, producing them under a qualified continuing quality assurance program. Purchase welding consumables per these requirements and follow this manual's procedures documented in QCM Purchasing (Section P).
6.3 Fabrication¶
6.3.1 Receiving and Material Storage¶
Follow the instructions in the QCM Receiving (Section Q) when receiving and storing welding consumables.
6.3.2 Welding¶
| Step | Description |
|---|---|
| 1 | Conduct prefabrication meeting per QCM Fabricator Process Control (Section G) of this manual |
| 2 | Review the certification and qualifications for weld (operator) assignments per D1.5 Clause 7 Part B and previous procedure "Qualifications" in this section. |
| 3 | Preparation of material before or post welding per D1.5 Clause 5 |
| 4 | Perform welding as detailed on the drawing using the approved WPS. All welds will either be prequalified or follow a WPS with documented qualifying PQR as per D1.5 Clause 7 Part A. |
| 5 | Welders are responsible for in-process inspection of their welds and informing the QCI (Welds) of non-conformance. No product that has known non-conforming welds is passed to the next workstation. |
| 6 | When welding is complete, perform the final inspection per "Inspection" later in this section. |
| 7 | Later in this section, non-conforming welds are repaired per "Non-Conforming Product (Repair Welding)." |
Step 3 — Material Preparation Details:
- Thermal Cutting: Thermal cut material as required per Article 5.2.
- Repair of Base Metal: Before beginning a process, perform an inspection of the base metal. If discontinuities are present, notify the Shop Engineer. Repair of base metal as per Article 5.2.6 and Table 5.1
- Slag Removal: Use manual slag hammers, chisels, and lightweight vibrating tools for removing slag and splatter. Use of peening is prohibited unless directed by the Shop Engineer, who will get prior approval from the EOR, following Article 5.8
- Weld Cleaning: Remove slag and brush adjacent base metal before welding over previously deposited metal and after the weld is completed per Article 5.11
Step 4 — Assembly Details:
| Process | Description |
|---|---|
| Fit-up | Fit-up alignment, securing aligned parts, preparation of groove welds, Joint root openings, assembly sequence, and joint detail follows the provisions of D1.5 Article 5.3.1 through 5.3.6 and WPS requirements. |
| Tack welds and temporary welds | Tack welding of components of members together and completing welds. Tack welding will only be performed as allowed within D1.5 Article 5.3.7 and 5.3.8. |
| Preheat and Interpass | Preheat and interpass temperatures will be monitored and maintained per the WPS and follow the requirements of Article 6.2. |
| Control of Distortion and Shrinkage | Per D1.5 Article 5.4 and See QCM – Distortion Control Program (Section V) |
| Caulking | Caulking of welds is prohibited per Article 5.9. |
| Arc Strikes | Take care to avoid arc strikes outside the area of permanent welds as per Article 5.10 |
| Weld Terminations | Weld terminated at the end of a joint will ensure sound welds. When possible, use weld tabs per Article 5.12 |
| Weld Backing | Weld backing conforms to the requirements of Article 5.13 |
6.3.3 Welding Consumables¶
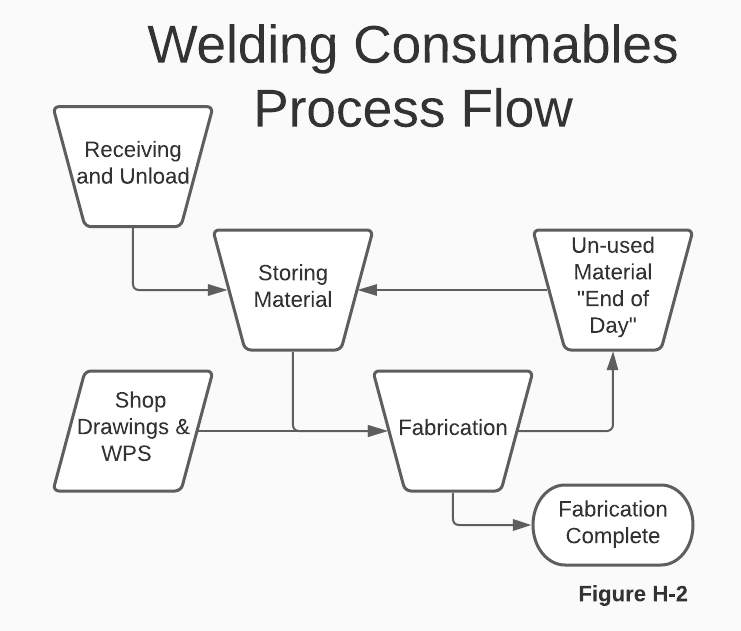
Figure H-2. Welding Consumables
All consumable items will be controlled by order, lot, storage, and use per Clause 6. Note these additional considerations
- Match drawing requirements and WPS to Welding Material/Consumable type required
- Pull consumable material and verify size and grade
- Execute fabrication requirements per drawing
- At 'End of Day,' store welding consumables in assigned material 'Oven.'
Welding consumables conform to the appropriate filler metal specification provisions per Article 7.5 as described in D1.5 Table 6.1 or other EOR-approved specifications.
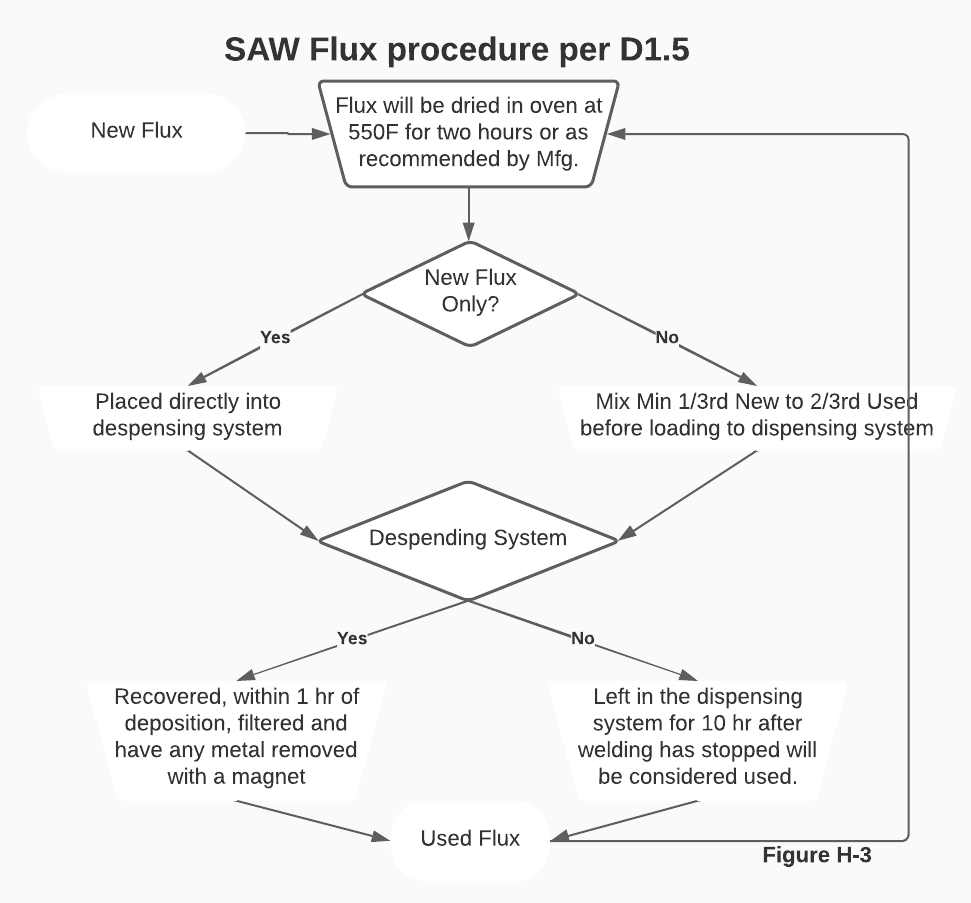
Figure H-3. Welding Consumables
The Shop Engineer, a CWI, is responsible for overseeing all consumable requirements, including but not limited to packaging, storage, drying, drying ovens, atmospheric exposure, and exposure limits for all allowable weld processes, reference D1.5 Clause 6 for specific consumable requirements
- SMAW, Clause 6 – Part B
- SAW, Clause 6 – Part C
- GMAW & FCAW, Clause 6 – Part D
- EGW, Clause 6 – Part E
- ESW, Clause 6 – Part F
For SAW Flux specifically (Figure H-3)
- All new SAW flux will be dried at 550F for two hours before use
- All SAW flux will be discarded after the first use
- Follow all the consumable requirements per Article 6.8 that apply to this process
Manufacturers' AWS A5.xx certificates of conformance and required filler-metal test reports for all welding consumables used in production are obtained and retained per QCM Purchasing Section P and Receiving Section Q, in accordance with D1.5 Clause 6.1.4.
6.4 Post Fabrication¶
6.4.1 Inspection¶
The inspection will meet the requirements of D1.5 Clause 8 after the completed welds have cooled to ambient temperature. Weld acceptance criteria include a visual inspection of all welds, including but are not limited to:
| Criteria | Requirement |
|---|---|
| Dimensional Tolerances | Per Article 5.5, table 5.1, figure 5.1, through figure 5.3 |
| Quality of Welds | Visually inspect all welds following D1.5 Article 8.26 |
| Weld Profiles | Per Article 5.6 and figure 5.4 |
In addition to visual inspection, NDT is detailed in the drawing and follows D1.5 Article 8.7.
| Topic | Description |
|---|---|
| NDT Technicians | Performed by an individual certified to NDT Level II; NDT Level I working under the direct supervision of Level II or Level III; NDT Level III qualified to perform as a Level II conformance with ASNT's Recommended Practice SNT-TC-1A. |
| Type of welds and NDT Required | See table below |
| Record Keeping | Inspection and record-keeping will follow Article 8.5. Also, see Quality Control Records at the beginning of this section. |
NDT Requirements by Weld Type:
| Weld Type | NDT Required |
|---|---|
| CJP groove welds in butt joints subject to calculated tension or reversal of stress in main members | RT following Clause 8-Part B |
| CJP groove welds in T and Corner Joints in main members | UT following Clause 8-Part C |
| CJP groove welds in butt joints in compression or shear in main members | UT or RT, when required |
| Fillet welds and PJP groove welds of primary components of main members | MT per Article 8.7.8 |
6.4.2 Non-conforming Product (Repair Welding)¶
Weld repairs are any welding, including removal of weld or base metal in preparation for welding, necessary to correct unacceptable discontinuities in materials or workmanship and follow the requirements of D1.5 Article 5.7.
- Repair welds generally deposit additional weld beads or layers to compensate for insufficient weld size and fill limited excavations to remove unacceptable edge or surface discontinuities, rollover, or undercut.
- Repair welding is thoroughly cleaned and follows a qualified WPS. Reinspect the repaired or replaced weld using the initially-used method and apply the same technique and quality.
- Under conditions defined in Article 5.7, inform the EOR before repairing the non-conforming weld. In some cases specified in Article 5.7, the EOR approves the repair weld and repair WPS
6.5 Stud Welding¶
Follow the requirements of D1.5 Clause 9 for welding steel studs to steel.
| Topic | Description |
|---|---|
| General Requirements | Use studs of suitable design for arc welding to steel members using automatically timed stud welding equipment. Use the type and size of stud specified in the drawing, specifications, or special provision following the provisions of Article 9.2. Only use bases qualified under Annex D unless the contract states otherwise. |
| Mechanical Requirements | Studs conform to the requirements of ASTM A108. Unless otherwise specified by the EOR, the studs conform to the requirements in D1.5 Table 9.1 and Table 9.2. The mechanical properties are determined according to the applicable section of ASTM A370. Upon request by the EOR, Seacoast will provide the stud manufacturer's certification. |
| Workmanship | Workmanship follows the requirements of Article 9.4, including but not limited to: When welding, the studs, and base will be free from rust, rust pits, scale, oil, moisture, and other matter that would affect the welding operation. The stud base will not be painted, galvanized, or cadmium-plated before welding. Clean weld areas by wire brushing, scaling, prick-punching, or grinding. After welding, break the arc shields from studs to be embedded in concrete and where practical from other studs. |
| Technique | The technique follows the requirements of Article 9.5, including but not limited to: Studs are welded with automatically timed stud welding equipment connected to a suitable direct current electrode negative (DCEN) power source. Do not weld when the base metal temperature is below 0 degrees F or the surface is wet or exposed to falling rain or snow. It is acceptable to fillet weld the studs by SMAW following the requirements of Article 9.5.5. |
| Stud Application Qualification Requirements | Stud application qualification requirements are per Article 9.6, including but not limited to: Studs applied down-hand to a horizontal surface are prequalified under the manufacturer's stud-base qualification tests (Annex D). Test stud applications not prequalified as above following Article 9.6.3 through 9.6.7. |
| Production Control | Perform preproduction testing per Article 9.7.1. Once production has started, any changes to the welding setup require retesting. Studs not obtaining a full 360 flash may be repaired during production per Article 9.7.3. The reproduction testing serves to qualify the stud welding operator. When qualifying an operator not involved in preproduction setup, the first two studs welded by the operator are tested per Article 9.7.1. If an unacceptable stud is removed from a component subject to tensile stress, follow the requirements of Article 9.7.5 |
| Inspection Requirements | Follow the requirements of Article 9.8 |
7. Revision History¶
| Revision Date | Approved By |
|---|---|
| 2026-05-12 | Shop Engineer |
Summary of Change: Reformatted to standard procedure template.