M. Calibration – Tools & Equipment¶
1. Purpose¶
Seacoast calibrates inspection measuring and test equipment. Calibration is performed to a recognized national or international standard, where such standards do not exist the basis for calibration is documented. Seacoast tracks calibration, adjustment and repair to each uniquely identified piece of calibrated equipment. Seacoast uses calibrated equipment where calibrated equipment is required. At a minimum, calibrated tools and equipment shall be used for final inspections. Any measurement tools that are not calibrated will be confined to use as a reference or for in-process inspections only.
2. Definitions¶
For readability, this section uses the following definitions and abbreviations.
- 2.1 NIST: The federal agency that provides calibration standards and measurement traceability for inspection equipment.
- 2.2 DFT: The measured thickness of a cured coating on a substrate, used to verify compliance with specification requirements.
- 2.3 WFT: The measured thickness of a coating immediately after application, before curing. Used to predict the final Dry Film Thickness (DFT).
- 2.4 BMR: Base Magnetic Readings
3. References¶
- 3.1 Seacoast Inc. Quality Control Plan (Section A)
- 3.2 Manufacturer instructions for each piece of calibrated equipment
4. Responsibilities¶
- 4.1 Owner of Process: The quality control manager will review and approve any changes to this procedure. The procedures will be reviewed periodically at a minimum annually.
- 4.2 Quality Control Manager: Will ensure that all Seacoast, Inc. designated staff are trained and qualified to calibration tools and equipment.
- 4.3 Competent Person: Reports to the Quality Control Manager or their designee and is responsible to follow the calibration policy and procedures located in this section.
- 4.4 Calibration Agency: Responsible to calibrate Seacoast, Inc. equipment to the standard documented in the calibration equipment list and provide documentation as proof calibration is complete.
5. Quality Records¶
Seacoast shall retain quality records for a period of 2 years. Quality records shall be stored in a manner that minimizes damage, deterioration or loss. Quality Records shall be accessible in a reasonable time frame.
- 5.1 Calibration Equipment List: Stored in the binder "Equipment Calibration Records" located in the shop managers office.
- 5.2 Calibration Log: Stored in the binder "Equipment Calibration Records" located in the shop managers office.
- 5.3 Calibration Records: Stored in the binder "Equipment Calibration Records" located in the shop managers office.
6. Documentation¶
6.1 Crane Scale¶
- National Standard: Calibrated to a state that meets or exceeds the original MFRs published specifications. Calibration performed with standards traceable to the National Institute of Standards and Technology (NIST).
- Calibration Frequency: Annually
- Calibration Procedure: Calibration is sublet to a qualified testing facility, see procedure Sending Equipment out for Calibration and when tool returned see procedure Documenting Calibration.
- Quality Record: Certificate of Calibration from the testing facility
6.2 Dry Film Thickness Gauges (DFT)¶
Seacoast, Inc. typically uses the Positector 6000 DFT gauge. The manufacturer allows calibration on NIST standard (or an uncoated standard) or using plastic shims on the substrate.
- National Standard: Calibrated to a state that meets or exceeds the original MFRs published specifications. Calibration performed with standards traceable to the National Institute of Standards and Technology (NIST). Calibrations are made prior to each use.
- Calibration Frequency: Prior to each use
Calibration Procedure:
| Step | Description |
|---|---|
| 1 | Calibration must be made in accordance with the manufacturer's instructions. |
| 2 | Typically, Seacoast will calibrate the gauge to the substrate for the prime coat (at the same time establish the bases magnetic readings (BMR) and use the NIST standards for all other coats. |
- Quality Record: Documented on the Paint Daily Inspection (PDI01) Report
6.3 Fillet Weld Gauge¶
- National Standard: Calibrated to a state that meets or exceeds the original MFRs published specifications. Calibration is performed by Seacoast, Inc. following the calibration procedure documented below.
- Calibration Frequency: When damaged or believed to be out of calibration on an "as needed basis".
Calibration Procedure:
| Step | Description |
|---|---|
| 1 | Use the laminated Fillet Weld Gauge Calibration Master (FWGC-Master) |
| 2 | Hold the fillet weld gauge being calibrated on the Fillet Weld Gauge Calibration Master |
| 3 | Document the result of calibration on the quality record |
| 4 | See procedure "documenting calibration" |
- Quality Record: FWGC-1, Seacoast, Inc.'s Certificate of Fillet Weld Gauge Calibration Record.
6.4 Fluke Meter¶
- National Standard: Calibrated to a state that meets or exceeds the original MFRs published specifications. Calibration performed with standards traceable to the National Institute of Standards and Technology (NIST).
- Calibration Frequency: Annually
- Calibration Procedure: Calibration is sublet to a qualified testing facility, see procedure Sending Equipment out for Calibration and when tool returned see procedure Documenting Calibration.
- Quality Record: Certificate of Calibration from the testing facility
6.5 Measuring Tapes¶
- National Standard: Calibration is performed by Seacoast, Inc. following the calibration procedure documented below using a "Master Tape". The Seacoast, Inc. Master Tape is calibrated to a standard traceable to the National Institute of Standards and Technology (NIST), the master tape is only used for a calibration purposes and kept in a secure conditioned location unused except for calibration. The Master Tape is documented in the "As Required" log in the calibration binder.
- Calibration Frequency: 3 Months
Calibration Procedure:
| Step | Description |
|---|---|
| 1 | Get the Seacoast, Inc. Master Tape from the instrument closet |
| 2 | Bring the Master Tape and tape to be calibrated to the shop and clear at least 15ft of table |
| 3 | Clamp secure right angle to the table and verify the "pull edge" is square. |
| 4 | Perform the pull test by pulling the Master Tape and tape being calibrated together and verify they match at ½", ¾", ⅞", 1", 1', 5', 10' and 15' |
| 5 | Perform the push test by comparing the master tape and tape being calibrated and verify they match at 1' and 1". |
| 6 | If the tape being calibrated passes step 4 and 5 then it is now a certified tape, use a permeant marker to write "CI" on the tape being calibrated. |
| 7 | Write the certification number for the tape after "CI". The certification number is the next sequential number available from the certification log under "Quarterly" in the calibration binder. |
| 8 | Document the result of calibration on the quality record |
| 9 | See procedure "documenting calibration" |
- Quality Record: TMC-1, Seacoast, Inc.'s Certificate of Tape Measure Calibration Record
6.6 Skidmore-Wilhelm Bolt Tensioner¶
- National Standard: Calibrated to a state that meets or exceeds the original MFRs published specifications. Calibration performed with standards traceable to the National Institute of Standards and Technology (NIST).
- Calibration Frequency: Annually
- Calibration Procedure: Calibration is sublet to a qualified testing facility, see procedure Sending Equipment out for Calibration and when tool returned see procedure Documenting Calibration.
- Quality Record: Certificate of Calibration from the testing facility
6.7 Sling Psychrometer¶
- National Standard: Calibrated to a state that meets or exceeds the original MFRs published specifications. Calibration performed with standards traceable to the National Institute of Standards and Technology (NIST).
- Calibration Frequency: Monthly or if thermometer is suspected of inaccurate results.
Calibration Procedure:
| Step | Description |
|---|---|
| 1 | Using a standard psychrometer that has two thermometers, remove the sock from the wet bulb thermometer. |
| 2 | Allow both thermometers to equalize to ambient temperature. |
| 3 | If both thermometers are within 2 degrees of each other, document the date and the serial numbers of the psychrometer as accurate. |
| 4 | If the thermometers are greater than 2 degrees apart, use a third thermometer and allow it to reach ambient temperature. If this thermometer is within 2 degrees of one of the first two thermometers, remove the thermometer that is not within 2 degrees and replace it. |
| 5 | After replacing a thermometer, repeat steps 1 to 4. |
- Quality Record: Certificate of Calibration logged into the calibration binder and certificate filed.
6.8 Soluble Salt Meter (Hedon Meter)¶
- National Standard: Calibrated to a state that meets or exceeds the original MFRs published specifications. Calibration performed with standards traceable to the National Institute of Standards and Technology (NIST).
- Calibration Frequency: Annually
- Calibration Procedure: Calibration is sublet to a qualified testing facility, see procedure Sending Equipment out for Calibration and when tool returned see procedure Documenting Calibration.
- Quality Record: Certificate of Calibration from the testing facility
6.9 Squares¶
- National Standard: Calibrated to a state that meets or exceeds the original MFRs published specifications. Calibration is performed by Seacoast, Inc. following the calibration procedure documented below.
- Calibration Frequency: When damaged or believed to be out of calibration on an "as needed basis".
Calibration Procedure:
| Step | Description |
|---|---|
| 1 | Gather the equipment needed to perform calibration: Master Tape Measure, Tool to be calibrated |
| 2 | Clear the table where calibration is to be performed |
| 3 | Check the tool for obvious damage (nicks or bends). If the square is damaged do not proceed further destroy the tool, and proceed to step 8 |
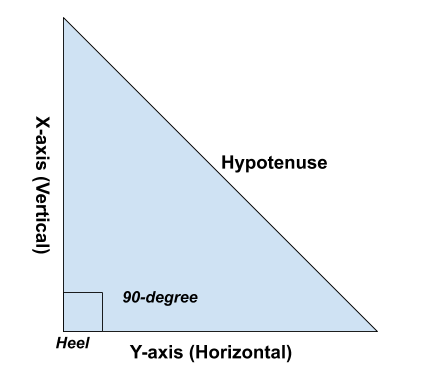
| 4 | Use the 3-4-5 method to check the accuracy of the tool by measuring the hypotenuse of the right angle being checked. |
| 5 | Hold the extended tape against the 3" (or multiple) mark of the vertical ruler and 4" (or multiple) of the opposite leg of the square and read the tape. |
| 6 | The acceptable tolerance for squares at Seacoast is ± 1/64". |
| 7 | If the tool being calibrated passes then it is now a certified, mark the tool "C" (calibrated) |
| 8 | Document the result of calibration on the quality record |
| 9 | See procedure "documenting calibration" |
- Quality Record: STC01, Seacoast, Inc.'s Certificate of Square Calibration Record
6.10 Surface Temperature Gauge¶
- National Standard: Calibrated to a state that meets or exceeds the original MFRs published specifications. Calibration is performed by Seacoast, Inc. following the calibration procedure documented below.
- Calibration Frequency: Monthly or if any thermometer is suspected of inaccurate results.
Calibration Procedure:
| Step | Description |
|---|---|
| 1 | Using two surface temperature gauges, place against a surface and allow both to equalize to ambient temperature (note: this can be done inside). |
| 2 | If both thermometers are within 2 degrees of each other, document the date and a serial number of the surface temperature gauges as accurate. |
| 3 | If the thermometers are greater than 2 degrees apart, use a surface temperature gauge thermometer and allow it to reach ambient temperature. If this thermometer is within 2 degrees of one of the first two thermometers, remove the thermometer that is not within 2 degrees and replace. |
- Quality Record: In-process inspection equipment, no quality record recorded. When no longer accurate discard and replace.
6.11 Testex Tape (Anchor Profile)¶
- National Standard: Calibrated to a state that meets or exceeds the original MFRs published specifications. Calibration performed with standards traceable to the National Institute of Standards and Technology (NIST).
- Calibration Frequency: Purchased calibrated, one-time use
- Calibration Procedure: None, one-time use
- Quality Record: None, one-time use
6.12 Torque Wrenches¶
- National Standard: Calibrated to a state that meets or exceeds the original MFRs published specifications. Calibration performed with standards traceable to the National Institute of Standards and Technology (NIST).
- Calibration Frequency: Annually
- Calibration Procedure: Calibration is sublet to a qualified testing facility, see procedure Sending Equipment out for Calibration and when tool returned see procedure Documenting Calibration.
- Quality Record: Certificate of Calibration from the testing facility
6.13 Wet Film Thickness¶
- National Standard: Calibrated to a state that meets or exceeds the original MFRs published specifications. Calibration performed with standards traceable to the National Institute of Standards and Technology (NIST).
- Calibration Frequency: Prior to using the WFT gage, check the teeth for cleanliness. Note: Wet film thickness measurements are not accurate on coatings with high solids (inorganic zincs).
- Calibration Procedure: None, used for coating application in-process inspection
- Quality Record: None, used for coating application in-process inspection
6.14 Welding Machines¶
- National Standard: Calibrated to a state that meets or exceeds the original MFRs published specifications. Calibration is performed by Seacoast, Inc. following the calibration procedure documented below using a calibrated fluke meter.
- Calibration Frequency: 3 Months
Calibration Procedure:
| Step | Description |
|---|---|
| 1 | Using a calibrated fluke meter document, the actual Voltage and Amp readings while the welder is functioning under load |
| 2 | Document the readings on the Welding Machine Maintenance (CWM-1) form, both the settings and actual readings |
| 3 | The machine is set to between 25% and 100% of the maximum setting. Have the welder put the machine under load and use the fluke meter to record both voltage and amps. |
| 4 | Have the weld operator and competent person using the fluke meter sign and date the calibration record CWM-1 for that machine and file and log in the calibration binder |
| 5 | Write a label with the next calibration date and apply to the machine |
| 6 | Document the result of calibration on the quality record |
| 7 | See procedure "documenting calibration" |
- Quality Record: CWM-1, Seacoast, Inc.'s Certificate of Welding Machine Maintenance
6.15 Welding Consumable Oven¶
- National Standard: Calibrated to a state that meets or exceeds the original MFRs published specifications. Calibration performed with standards traceable to the National Institute of Standards and Technology (NIST).
- Calibration Frequency: 3 Months
Calibration Procedure:
| Step | Description |
|---|---|
| 1 | Get the calibrated Master IR Thermometer |
| 2 | Take three readings from three different places on the inside of the oven. |
| 3 | Average the three readings and compare to the thermometer attached to the oven. |
| 4 | Note difference between the actual (averaged) temperatures and the oven thermometer. |
| 5 | If the temperatures are more than a few degrees apart write a label for the oven that indicates the difference in reading. For example, oven temperature shows 120-degree Fahrenheit actual reading (average) is 110-degree Fahrenheit label would say -10-degree Fahrenheit |
| 6 | Document the result of calibration on the quality record |
| 7 | See procedure "documenting calibration" |
- Quality Record: TCC-1, Seacoast, Inc.'s Certificate of Thermometer Calibration
6.16 Sending Equipment Out for Calibration¶
| Step | Description |
|---|---|
| 1 | Package equipment for travel |
| 2 | Notify purchasing to set up a calibration sublet (using purchasing procedures) |
| 3 | Deliver equipment to calibration agency |
| 4 | When Calibration Complete, See procedure "Documenting Calibration" in this section |
6.17 Documenting Calibration¶
| Step | Description |
|---|---|
| 1 | File the calibration record in the Equipment Calibration Record Binder kept in the shop managers office |
| 2 | Open the digital calibration log located on the shared server \\si-server Shared AISC\Fabricator 1.14 Calibration filename "(CL01) Calibration Log", tab "Calibration Log" |
| 3 | Update the calibration log with the information from the calibration record just filed. |
| 4 | Print an updated calibration log CL01 and replace the outdated log with the newly printed one. |
7. Revision History¶
| Revision Date | Approved By |
|---|---|
| 2026-05-12 | Quality Manager |
Summary of Change: Reformatted to standard procedure template.