K. Shop Painting¶
Revision History¶
| Revision Date | Approved By | Summary of Change |
|---|---|---|
| 2019-04-01 | Paint Quality Control Supervisor |
Purpose¶
Definitions¶
References¶
Responsibilities¶
Quality Records¶
Procedure¶
- Purpose: This section defines painting process and procedures followed at Seacoast, Inc. Seacoast, Inc. uses the SPE/QP3 Certification Standard for Shop Application of Complex Protective Coating Systems as the standard, hereinafter referred to as the Standard.
- Responsibilities: Management The Management Representative Representative provides direction and leadership, ongoing management of the entire coating operation means, methods and practices, as well as, the resources required to produce a quality conforming product. Resources include personnel, facility and equipment. Owner of Process The quality control manager will review and approve any changes to this procedure. The procedures will be reviewed periodically at a minimum annually. Quality Control Will ensure that all Seacoast, Inc. employees are trained and qualified for this process. Paint Quality Reports to the Quality Control Inspector Control Manager and is responsible to perform the quality control hold-points referenced in this section. The inspector is a competent person authorized by an Authorization Letter from the Management Representative. Paint Shop Staff Follows the procedures in this section and has successfully completed the Seacoast, Inc. training certifying them to carry out their duties. Subcontractor If sub-contracting work, the sub is responsible to paint in accordance with the project specifications before delivery to Seacoast.
- Quality Records: Quality Retention Period Record Paint Shop Retained for 6 months and Receiving Log kept on a clip board posted (PSRL01) in the Paint Qualified Storage area. Paint Shop Work Retained for 2 years after Order (PSW01) the job is complete and kept in a binder in the Paint Qualified Storage area. Paint Daily Retained for 2 years after Inspection Report the job is complete and kept (PDI01) in a binder in the Paint Qualified Storage area. Paint Quality Retained for as long as the Control Inspector person assigned Paint Quality Letter of Control Inspector duties is Authority active at Seacoast, Inc. The letter is filed in the Resource Library in the Certificates of Achievement Book. Suppliers and Permanent document reviewed Subcontractors annually. Copies kept on the Evaluation Seacoast, Inc. shared server (ESS-1) and in the purchasing managers office.
Reference Material¶
The following nominal reference material is available in the Seacoast reference library, as well as, other normative and informative references.
Item Reference
1 AISC 303 Code of Standard Practice for Steel Buildings and Bridges
2 ANSI/AISC 360 Specification for Structural Steel Buildings
3 SSPC Steel Structures Painting Manual, Volume 1, Good Painting Practice
4 SSPC Steel Structures Painting Manual, Volume 2, Systems and Specifications
5 SSPC Paint Application Specification No. 1, Shop, Field and Maintenance Coating of Metals
6 SSPC Paint Application Specification No. 2, Shop, Procedure for Determining Conformance to Dry Coating Thickness Requirements
7 SSPC VIS 1, Guide and Reference Photographs for Steel Surfaces Prepared by Dry Abrasive Blast Cleaning
8 ASTM D3276 Standard Guide for Painting Inspectors
9 ASTM D4228 Standard Practice for Qualification of Coating Applicators
10 ASTM D7091 Standard Practice for Nondestructive Measurement of Dry Film Thickness
11 AISC progressive Action Policy for Certification Complaints and Allegations (Complaint Policy)
Coating Facility Plan & Equipment¶
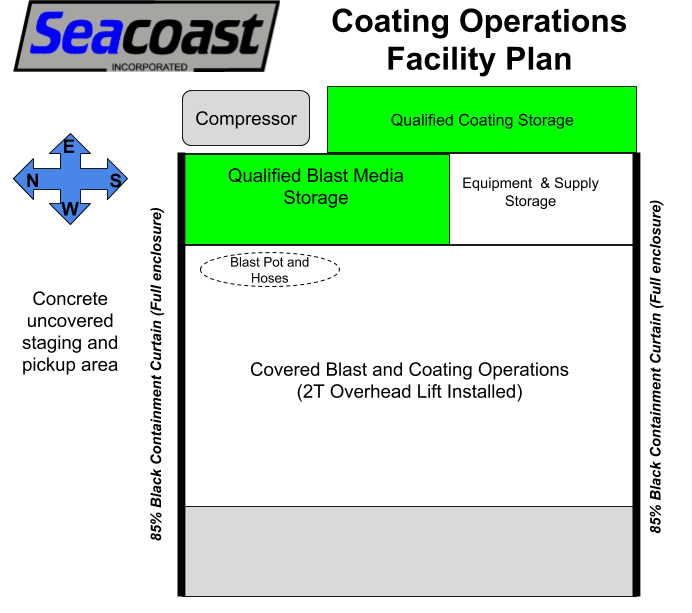 : n" | Equipment --- 1 2T Electric overhead lift 2 Compressor 3 (2) Blast Pots with hoses and Deadman 4 Conventional 2-gallon Paint Pot, hoses and spray guns 5 DFT gauge and calibration shims 6 Sling Psychrometer 7 Temperature gauges 8 Wet Film gauge 9 Soluble Salt Meter (Hedon) Consumables --- 1 Testex Tape 4 Brushes, rollers and handles 6 Miscellaneous supplies
: n" | Equipment --- 1 2T Electric overhead lift 2 Compressor 3 (2) Blast Pots with hoses and Deadman 4 Conventional 2-gallon Paint Pot, hoses and spray guns 5 DFT gauge and calibration shims 6 Sling Psychrometer 7 Temperature gauges 8 Wet Film gauge 9 Soluble Salt Meter (Hedon) Consumables --- 1 Testex Tape 4 Brushes, rollers and handles 6 Miscellaneous supplies
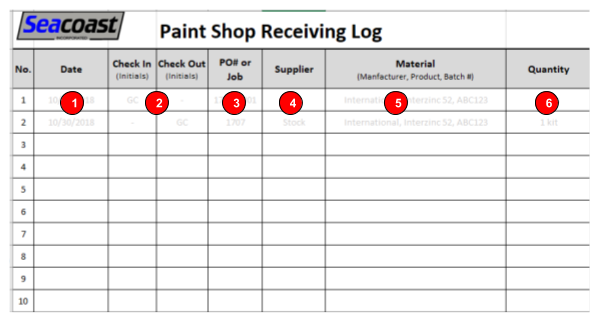
Material Storage & Control¶
- Receiving: After material is received at the Seacoast shop according to the procedures in section Q. Receiving it is checked into the Paint Shop Qualified Storage on the Paint Shop Receiving Log (PSRL01). - ** Description --- 1 Date Received 2 Initials of the person checking material in \<OR> out 3 Newly received material document the PO #. When using material document the job # 4 Supplier of material 5 Material Manufacturer, Product and batch # 6 Quantity in gallons or number of kits. **:
- Use: When coating material is needed for a job, the material is check out using the PSRL01
- Storage: - When the temperatures are within 20°F of the manufacturer's extremes for storage, the temperature at the storage area will be checked daily. - Abrasive material will be protected from the weather by covering them with tarps or inside a storage container. - Periodically the stored abrasive will be checked to ensure moisture has not damaged the material.
- Note: When coatings are opened and not used, manufacturer recommendations will be followed concerning if the paint is suitable for reuse.
Painting Operation Process Flow¶
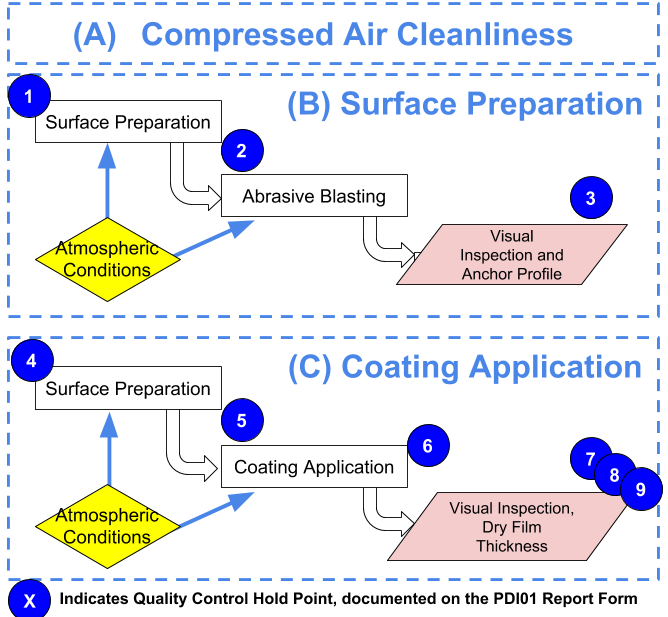 : n" | Item Description A Clean air is key to achieving a quality result in all steps in the painting process, detailed information is contained in the procedure "(A) Compressed Air Cleanliness" in this section. B Coating Removal Operations is a multi-step process. The procedures for Coating Removal Operations are contained in the section (B) Coating Removal Operations C Coating Operations is a multi-step process. The procedures for Coating Operations are contained in the section (C) Coating Removal Operations Hold Sections A, B, C give Points 1-9 detailed instructions how to perform different procedures. In addition to the work there are multiple hold-points where quality control inspections take place before moving from one step to the next.
: n" | Item Description A Clean air is key to achieving a quality result in all steps in the painting process, detailed information is contained in the procedure "(A) Compressed Air Cleanliness" in this section. B Coating Removal Operations is a multi-step process. The procedures for Coating Removal Operations are contained in the section (B) Coating Removal Operations C Coating Operations is a multi-step process. The procedures for Coating Operations are contained in the section (C) Coating Removal Operations Hold Sections A, B, C give Points 1-9 detailed instructions how to perform different procedures. In addition to the work there are multiple hold-points where quality control inspections take place before moving from one step to the next.
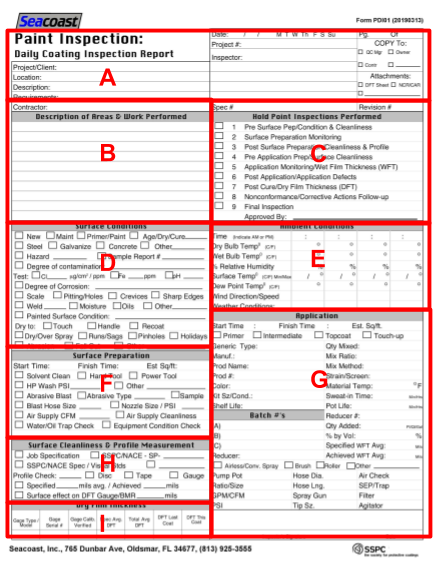
Paint Daily Inspection (PDI01) Report¶
Seacoast, Inc. uses the Paint Daily Inspection Report (PDI01) to document all aspects of coating operations and the hold points inspections conducted by the Quality Control Inspector.
- Information Captured: Paint Daily Inspection Report (PDI01)
- ** A Job Information --- B Location & Work Performed C Hold Points, see section on Quality Control Hold Point Inspections D Surface Conditions, see section on Surface Preparation E Atmospheric Conditions throughout the day F Surface Preparation, see section on Surface Preparation G Application, see section on Coating Application H Surface Cleanliness & Profile Measurement, see section on Surface Preparation I Dry Film Thickness, see section on Coating Application **:
(A) Compressed Air Cleanliness¶
Compressed air will be checked to ensure that the air is clean and dry to prevent surface contamination on a daily basis when compressed air is used.
Step Description
1 Warm up the compressor to operating condition. Assure that blast equipment is turned off. Check the petcock on the moisture trap and verify that it remains open.
2 Use either blotter paper or a clean white cloth and attach it to a rigid surface
3 Hold the air discharge line within 24 inches of the blotter paper. Allow the air to discharge for a minimum of one minute.
4 Examine the blotter paper for oil and / or water droplets.
(B) Surface Preparation¶
The surface to be coated shall be prepared and cleaned in accordance with contract documents, coating manufacturer recommendations, and other nationally or internationally recognized standards or guidelines. If the contract document differs from the documented procedure the contract document supersedes the documented procedure.
- Measure atmospheric conditions using the Sling Psychrometer and thermometer and record the ambient conditions on the Paint Daily Inspection Report (PDI01).
- Review the Paint Shop Work Order (PSW01) - ** Item Description 1 Customer Information 2 Completed by Front Office 3 Surface Preparation Standard 4 Coating Manufacture, Product and required Dry Film Thickness (DFT) for all coating layers being apply **:
- Test for contaminants. Chloride, sulfate, and nitrate concentrations on the steel will be determined using soluble salt meter. If the contract documents require a different standard than documented below the contract documents supersede. If Then -------- first Three (3) random locations will be tested in test the first 1000 ft2 and one random location for each subsequent 1000 ft2. Testing will be performed in areas suspected of retaining contaminates and areas of high degradation, based on evidence or corrosion or loss of paint. retest If an area fails the test then retest the area, as well as, 2 additional areas per failure. Areas tested are selected by the Quality Control Inspector until all surfaces test less than the 50μg/cm2 standard.
 Record the results of t contaminant test on the Paint Daily Inspection Report (PDI01), this is a hold point inspection. 50 ppm* or less is required for all surfaces of the structure that are to be painted prior to abrasive cleaning. If Then Less than 50 ppm Proceed to the next step detected More than 50 ppm Return to step 4 detected *Note: If the contract documents require a different standard than documented in this procedure the contract documents supersede this step.
Record the results of t contaminant test on the Paint Daily Inspection Report (PDI01), this is a hold point inspection. 50 ppm* or less is required for all surfaces of the structure that are to be painted prior to abrasive cleaning. If Then Less than 50 ppm Proceed to the next step detected More than 50 ppm Return to step 4 detected *Note: If the contract documents require a different standard than documented in this procedure the contract documents supersede this step. Identify the Surface Preparation Standard from the Paint Shop Work Order (PSW01) in section 4 of that form.
Identify the Surface Preparation Standard from the Paint Shop Work Order (PSW01) in section 4 of that form.- Load the blast pot with blast media. Use clean, dry, uniformly graded abrasives for blast cleaning that are free of oil, soluble salts and other similar substances which could contaminate the blasted surface. (Note) Do not cross contaminate jobs by blasting while another job is being painted or curing in the same area.
 Che atmospheric conditions using the Sling Psychrometer and thermometer, then document on the Paint Daily Inspection Report (PDI01). If Then Piece damp or covered with Do not proceed until frost conditions improve The surface temperature is Do not proceed until less than 3C above the dew conditions improve point The piece is dry and the Proceed to the next step temperature is more than 3C above the dew point
Che atmospheric conditions using the Sling Psychrometer and thermometer, then document on the Paint Daily Inspection Report (PDI01). If Then Piece damp or covered with Do not proceed until frost conditions improve The surface temperature is Do not proceed until less than 3C above the dew conditions improve point The piece is dry and the Proceed to the next step temperature is more than 3C above the dew point- Abrasive blast the piece to the standard documented on the Paint Shop Work Order (PSW01). When finished blow down the piece with compressed air and notify the Quality Control Inspector blast operations are complete
 The Quality Control Inspector performs a hold point Inspection Result Visual inspection to If the piece meets the standard, the standard next measure the anchor profile documented on PSW01 (item below). Otherwise the form inspector directs the blast operator to remediate the piece. Measure the anchor If the piece meets the standard profile using Testex document the results on the Paint tape Daily Inspection Report (PDI01). Otherwise the inspector directs the blast operator to remediate the piece.
The Quality Control Inspector performs a hold point Inspection Result Visual inspection to If the piece meets the standard, the standard next measure the anchor profile documented on PSW01 (item below). Otherwise the form inspector directs the blast operator to remediate the piece. Measure the anchor If the piece meets the standard profile using Testex document the results on the Paint tape Daily Inspection Report (PDI01). Otherwise the inspector directs the blast operator to remediate the piece.
(C) Coating Application¶
Seacoast, Inc. recognizes each coating is unique in its application and properties.
- Review the Paint Shop Work Order - ** Item Description 1 Customer Information 2 Completed by Front Office 3 Surface Preparation Standard 4 Coating Manufacture, Product and required Dry Film Thickness (DFT) for all coating layers being apply **:
-
 Review the coating applicati information, note the manufacturer and product and then review the paint data sheet. Topic Description Painting Coatings application will be in accordance System with the Manufacturer's recommendations. All paint will be compatible in use. Finish coats will be compatible with prime coat; prime coat will be compatible with the surface to be coated. Application Coverage will be complete and each coat will be so applied as to produce an even film of uniform thickness, completely coating corners and crevices, and bonded to the underlying surface. Thinner Thinner will be compatible with the coating system as specified by the manufacturer. Thinner used and method of application will be recorded on the Paint Daily Inspection Report (see the Paint Daily Inspection Report procedure) Equipment All tools and equipment will be compatible with the coating to be applied. Surfaces not Surfaces not intended to be coated will be intended to be protected during coat application. coated Surfaces contaminated with coating will be cleaned to complete removal of contaminant.
Review the coating applicati information, note the manufacturer and product and then review the paint data sheet. Topic Description Painting Coatings application will be in accordance System with the Manufacturer's recommendations. All paint will be compatible in use. Finish coats will be compatible with prime coat; prime coat will be compatible with the surface to be coated. Application Coverage will be complete and each coat will be so applied as to produce an even film of uniform thickness, completely coating corners and crevices, and bonded to the underlying surface. Thinner Thinner will be compatible with the coating system as specified by the manufacturer. Thinner used and method of application will be recorded on the Paint Daily Inspection Report (see the Paint Daily Inspection Report procedure) Equipment All tools and equipment will be compatible with the coating to be applied. Surfaces not Surfaces not intended to be coated will be intended to be protected during coat application. coated Surfaces contaminated with coating will be cleaned to complete removal of contaminant. -
Measure atmospheric conditions. If the paint datasheet is more restrictive use the manufacturer's more restrictive requirements, otherwise: Condition for Coating Paint System Air temperature minimum 50ºF Air temperature maximum 100ºF No coating if min. surface 45ºF temperature for cure fall below: Max. Relative Humidity (RH) 85% Min. Dew Point requirement of 5ºF above ambient surface temperature air and steady or rising Wind Speed is above 15 mph No spray Painting Surfaces are wet, damp, frosted No Painting or otherwise unsatisfactory in the opinion of the Paint Quality Control Inspector
 Areas will not be painted until they have been inspected and approved by the Paint Quality Control Inspector, who ensures that the appropriate conditions and surface preparation are present at the time of application, this is a hold point inspection. (Note) Do not cross contaminate jobs by blasting while another job is being painted or curing in the same area.
Areas will not be painted until they have been inspected and approved by the Paint Quality Control Inspector, who ensures that the appropriate conditions and surface preparation are present at the time of application, this is a hold point inspection. (Note) Do not cross contaminate jobs by blasting while another job is being painted or curing in the same area. Apply the coating according to the manufacturer's recommendations. Coverage will be complete and each coat will be applied so as to produce an even film of uniform thickness, completely coating corners and crevices and bonded to the underlying surface. The paint applicator is allowed to use a wet film gauge to ensure the proper paint thickness is being applied.
Apply the coating according to the manufacturer's recommendations. Coverage will be complete and each coat will be applied so as to produce an even film of uniform thickness, completely coating corners and crevices and bonded to the underlying surface. The paint applicator is allowed to use a wet film gauge to ensure the proper paint thickness is being applied. Once paint application is complete the Paint Quality Control Inspector will perform the hold point inspection to identify any defects so they can be remedied before the paint cures.
Once paint application is complete the Paint Quality Control Inspector will perform the hold point inspection to identify any defects so they can be remedied before the paint cures. After the paint cures the Paint Quality Control Inspector will perform the hold point inspection. Inspection Result Visual inspection If the piece meets the standard document move to the Dry Film Thickness (DFT) item below. Otherwise the inspector directs the paint operator to remediate the piece and reinspect. Dry Film Thickness If the piece meets the required (DFT) DFT, document the results on the Paint Daily Inspection Report (PDI01). Otherwise the inspector directs the blast operator to remediate the piece.
After the paint cures the Paint Quality Control Inspector will perform the hold point inspection. Inspection Result Visual inspection If the piece meets the standard document move to the Dry Film Thickness (DFT) item below. Otherwise the inspector directs the paint operator to remediate the piece and reinspect. Dry Film Thickness If the piece meets the required (DFT) DFT, document the results on the Paint Daily Inspection Report (PDI01). Otherwise the inspector directs the blast operator to remediate the piece.- Repeat this procedure for each paint application (primer, intermediate and top).
Quality Control¶
Quality control inspections ensure that work quality meets the project requirements. Hold Points are quality inspections required before the next major step in coating may begin. The Paint Quality Control Inspector quality inspections ("hold points") are documented on the Paint Daily Inspection Report (PDI01).
Hold Point Inspections¶
Hold point inspections that require rework are not necessarily non-conformances, as rework is typical, review hold point six (6) and Non-Conformance.
- *Hold Point Inspection* : : : Stage | Pre Surface-Prep Conditions & Cleanliness Description | - Measure atmospheric conditions - Check for weld splatter and uneven edges - Test contaminant levels - If necessary, remediate defects and reinspect
- : " | Surface Preparati Monitoring n | - Ensure the piece is being cleaned properly (to spec) and completely
 : | Post Surface Preparation / Cleanliness & Profile | - Measure the anchor profile of the surf using Testex tape - If necessary, remediate defects and reinspect
: | Post Surface Preparation / Cleanliness & Profile | - Measure the anchor profile of the surf using Testex tape - If necessary, remediate defects and reinspect- : n" | Pre-Application-P / Surface Cleanliness ep | - Measure atmospheric conditions - Verify the proper mixing of coatings which may include proper agitation, sweat-in times and proper amounts of thinner.
- : n" | Application Monitoring / Wet Film Thickness (WFT) | - Ensure the proper amount of paint is being applied wet to ensure the proper Dry Film Thickness (DFT) will be achieved.
- : | Post Application Application Defects | - Check for holidays and other defects i the applications - If necessary, remediate defects and reinspect
- : n" | Post Cure / Dry F Thickness (DFT) lm | - Check for holidays and other defects i the applications - Measure the dry film thickness (DFT) - If necessary, remediate defects and reinspect
 : | Non-conformance / Corrective Action Follow-up | Hold point defects that require correcti action beyond normally anticipated actions are considered non-conformances, see "Non-Conformance" following this section. All non-conformances are documented and reported as explained in section N. Control of Non-Conformance.
: | Non-conformance / Corrective Action Follow-up | Hold point defects that require correcti action beyond normally anticipated actions are considered non-conformances, see "Non-Conformance" following this section. All non-conformances are documented and reported as explained in section N. Control of Non-Conformance. : n" | Final Inspection Sign-off | Once all non-conformances are remediated present and inspection confirms conformance to requirements, final sign-off is competed
: n" | Final Inspection Sign-off | Once all non-conformances are remediated present and inspection confirms conformance to requirements, final sign-off is competed
Non-Conformance¶
- Not every defect identified at a hold point is considered a non-conformance. If a hold point requires corrective actions beyond normally anticipated actions. - Examples of non-conformances: - An area that was coated requires additional coatings due to low mils. - An area that was coated has abrasive media under the coating. - Failure to apply a coating. - Examples of hold points that are not non-conformances: - Quality Control Inspector requires additional abrasive blasting to meet the specification. - Quality Control Inspector observes a run, sag or holiday and has the painters make immediate corrections. - A breach in the containment that allows a puff of emission.
- After each Hold Point is checked, if there is a non-conformance the Quality Control Manager is immediately informed and procedures in section N. Control of Non-Conformances will be followed.
Quality Control Inspection Equipment¶
All quality control equipment used for inspection of surface preparation and coating application is calibrated according the procedures in section M. Calibration -- Tools & Equipment. This section documents the typical use of calibrated inspection equipment.
Sling Psychrometer¶
- 1: Examine both thermometers to determine that they are not broken or the alcohol is not cracked in any manner.
- 2: Examine the sock; if it is dirty replace it.
- 3: Saturate the sock or sock well with clean potable water.
- 4: Hold the sling Psychrometer away from your body and whirl for 40 seconds and take a reading (always read wet bulb first).
- 5: Repeat this process until the temperature stabilizes.
- 6: Record the temperatures.
- Reference: - ASTM E 337-84 - The Inspection of Coatings and Linings -- 2nd Edition
Surface Temperature Gauge¶
Step Description
1 Attach the thermometer to the surface and let it remain there for five minutes.
2 Lightly tap the glass
3 Look directly at the thermometer, read the temperature.
Note Steel surface temperatures will vary from the ambient temperature throughout the day. The steel will be cooler in the morning while the ambient temperatures are rising and will remain warmer later in the day while the ambient temperature is falling.
Visual Standards¶
Visual standards may be used based upon the type of paint removal. Typically, the Visual standard is used at the start of the project with the Quality Control Manager and the Contracting officer's representative to determine the paint removal being performed meets the Authority's specification.
Anchor Profile¶
- 1: Anchor Profiles will be collected at each area prepared by each abrasive blaster.
- 2: Properly sized abrasives will be used to achieve required cleanliness and coating manufacturer recommended profile.
- 3: Apply Testex Tape. - Verification of the profile height will be performed with both coarse (0.8-2.0 mil) and extra coarse (1.5-4.5 mils) surface profile replica tape. Extra course tape will be used if the profile is found consistently between 1.5 and 3.0 mils by the Paint Quality Control Inspector. Remember the film thickness of the Testex tape is 2.0 mils, this needs to be subtracted from the reading obtained on the micrometer.
- Reference: ASTM D 4417-93 Method C
Wet Film Thickness¶
Wet film thickness (WFT) gages are used by personnel performing coatings applications. The Quality Control Manager should conduct spot checks of the coating applicators by randomly asking them during application to check the wet film thickness. The application of any coat shall not commence until approved by the Quality Control Manager.
- 1: Prior to using the WFT gage, check the teeth for cleanliness.
- 2: Hold the gage against the painted surface
- 3: Read the gauge and calculate the expected Dry Film Thickness (DFT) - Equation used to determine the proper amount of coating to apply wet to achieve a specified dry film thickness (DFT) is:: DFT = WFT x % solids by volume WFT = [ % solids by volume] / [1+decimal % thinner]
- Note: Wet film thickness measurements are not accurate on coatings with high solids (inorganic zincs).
Dry Film Thickness Gauges (DFT)¶
- 1: Dry film thickness gauges vary from manufacturer to manufacturer, prior to use read the manufacturer's instructions completely and follow directions.
- 2: Examine the sensing probe prior to use and check for residues or contaminants.
- 3: Prior to measuring a coated surface, the gauge is calibrated in accordance with SSPC PA-2
- 4: Dry film thickness readings of the intermediate and top coat will be determined by subtracting the average DFT readings of the previous coat from the actual reading.
- 5: DFT's will be recorded as defined by ASTM D7091 and SSPC PA-2.
- Reference: - SSPC PA-2, Shop Procedure for Determining Conformance to Dry Coating Thickness Requirements. - ASTM D7091 Standard Practice for Nondestructive Measurement of Dry Film Thickness
Soluble Salt Meter (Hedon)¶
- Soluble Salt Meters vary from manufacturer to manufacturer, prior to use read the manufacturer's instructions completely and follow directions.
- Be sure the meter is clean before and after use for proper operation - After turning on the meter, it requires a clean cycle. The meter will tell you if it is clean. If not, it will make you clean again before taking a reading. This step is performed using the meter plate provided. - Clean the meter "between readings by flushing" as described in the operations manual. - When finished taking readings for the day, make sure you clean the meter 2-times. Tis will ensure no trapped debris solidifies inside the test chamber.
- The User Manual gives instructions how to validate the meter is functioning properly.
Sub-Contractor¶
If surface preparation and/or coating application is sub-contracted then send all painting for sub-let to the Seacoast Approved Vendor.