U. Match Marking Process¶
1. Purpose¶
In addition to piece part marking fabricated components, all field connection components are match marked to ensure that site erection properly recreates shop assembly during site erection.
2. Definitions¶
For readability, this Section uses the following abbreviations.
- 2.1 QCI: Seacoast Quality Control Inspector, authorized via a Letter of Authority (LOA) by the Quality Control Manager.
3. References¶
The following references directly support this Section:
- 3.1 ANSI/AISC 303 Code of Standard Practice for Steel Buildings and Bridges
- 3.2 AASHTO/NSBA G4.1 Steel Bridge Fabrication QC/QA Guidelines
4. Responsibilities¶
- 4.1 Quality Control Inspector: The QCI is responsible for Quality Assurance, reviewing the fabrication components to ensure the markings are visible, even after painting. That documentation of the match marking has been completed and is properly maintained.
- 4.2 Shop Engineer: The as-built sketches will be filed and delivered to the site erector or owner for their use.
- 4.3 Shop Foreman: The Shop Foreman will ensure that the Match Marking Plan is complete before the completion of the shop erection or disassembly of any components the shop erected. The Shop Foreman is responsible for ensuring that all mated components receive match marking and that the as-built sketches are complete with match marking information.
- 4.4 Competent Person: Match marking personnel must follow the "released for construction" drawings to assemble components. Match marking personnel are responsible for bringing any inconsistencies with the Match Marking Plan and the actual fabrication to the Shop Foreman's attention.
5. Quality Records¶
Unless otherwise noted, all Quality Records follow the Seacoast "Policy for Maintenance of Quality Records" documented in the QCM Quality Control Plan Section A Article 9. Control of Quality Records, "Policy for Maintenance of Quality Records."
- 5.1 Shop Drawings Quality Control set: The QCI Drawing set is stored in the Shop Engineers' office for use during fabrication. After fabrication is completed, the job is retired. Initially held in the Seacoast Reference Library and ultimately digitally stored under the job. \\si-server\Jobs\Old Jobs[JOB] Transmittals_RFI_RFM_Submittals Shop Released.
6. Documentation¶
6.1 General¶
Items that are shop erected and match drilled at shop assembly will be so marked that the mating components can be easily identified. The mating sides and orientation of the members must be identifiable to ensure that the site erection recreates the alignment established during shop erection.
6.2 Match Marking Plan¶
Before the disassembly of shop-erected components, the Shop Foreman will develop a Match Marking Plan with the assistance of the Shop Engineer. Shop drawings and other sketches will be used to determine all components that have mating components to which they will later attach. The Match Marking Plan will include labels for each component as each is to be match marked and will denote the location of the markings. Development of this plan will consider when certain components will be covered during erection if the paint will obscure the markings, or if the material is such that a particular type of marking may be required. The plan will then describe the marking as a punch or tag.
6.3 Match Marking Procedure¶
Before the disassembly of shop-erected components, mating pieces will be marked following the developed Match Marking Plan. If it is found that markings need to be done differently than the plan due to lack of access, hindrances to later visibility of the markings, or other reasons. The personnel making the markings will bring this to the attention of the Shop Foreman, who, in consultation with the Shop Engineer, will mark the QC Drawings with as-built changes.
6.4 Match Marking Example¶
Following are the notes and related diagrams documented on Shop Drawings that communicate the requirements for fabrication personnel. See Figure U-1 Match Marking of Field Splice Material:
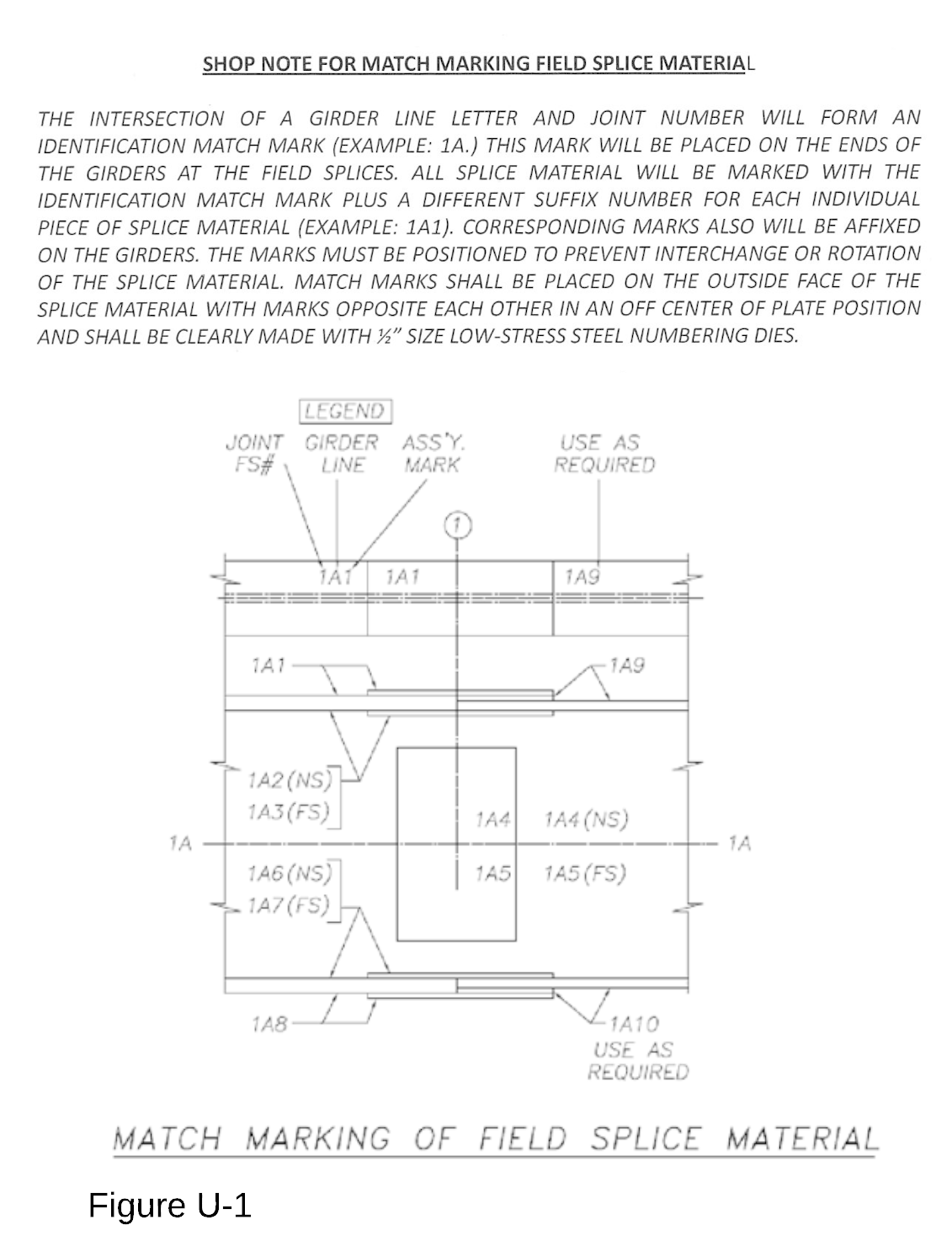
Figure U-1. Match Marking of Field Splice Material
7. Revision History¶
| Revision Date | Approved By |
|---|---|
| 2026-05-12 | Shop Engineer |
Summary of Change: Reformatted to standard procedure template.